

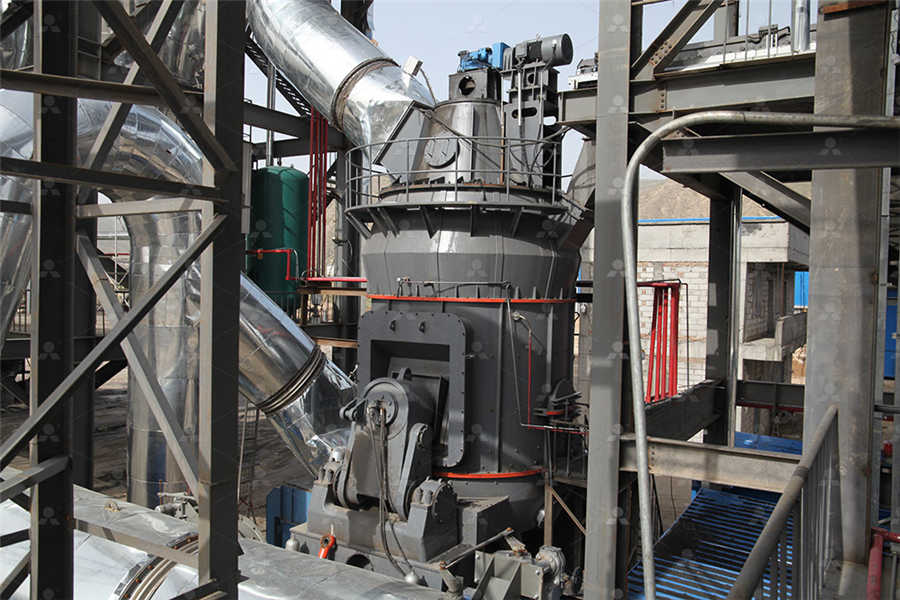
细粉加工设备(20-400目)
我公司自主研发的MTW欧版磨、LM立式磨等细粉加工设备,拥有多项国家专利,能够将石灰石、方解石、碳酸钙、重晶石、石膏、膨润土等物料研磨至20-400目,是您在电厂脱硫、煤粉制备、重钙加工等工业制粉领域的得力助手。






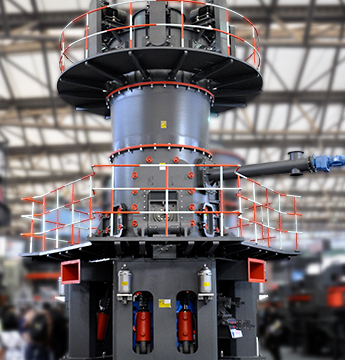
超细粉加工设备(400-3250目)
LUM超细立磨、MW环辊微粉磨吸收现代工业磨粉技术,专注于400-3250目范围内超细粉磨加工,细度可调可控,突破超细粉加工产能瓶颈,是超细粉加工领域粉磨装备的良好选择。

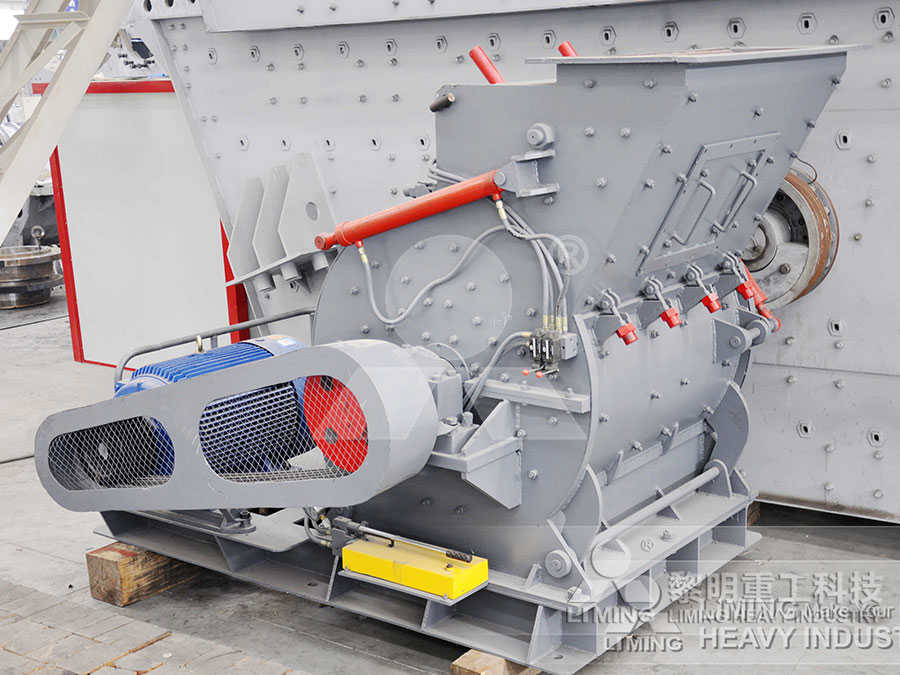
粗粉加工设备(0-3MM)
兼具磨粉机和破碎机性能优势,产量高、破碎比大、成品率高,在粗粉加工方面成绩斐然。

梯形螺纹刀怎么磨
 2024-04-28T23:04:41+00:00
2024-04-28T23:04:41+00:00

梯形螺纹车刀怎样刃磨百度知道
网页2011年7月29日 梯形螺纹(包括蜗杆)车刀,一般要有一套粗车刀、精车刀,基本上都是白钢刀。粗车刀又分切槽刀和左右斜面粗车刀,切槽刀主要的先开出方槽,基本同径向割 网页梯形螺纹加工方法及刀具刃磨 ,请收好 (文章底部可以评论,欢迎对文章进行点评和知识补充) 斜进法 二、梯形螺纹车刀的刃磨与要求。 1、 操作准备 准备好高速钢刀具材料, 梯形螺纹加工方法及刀具刃磨,请收好百度文库

梯形螺纹加工方法及刀具刃磨,请收好要求刀尖ac
网页2022年1月23日 二、梯形螺纹车刀的刃磨与要求。 1、 操作准备 准备好高速钢刀具材料,细粒度砂轮(80#白刚玉砂轮)、防护眼镜、冷却水、油石角度尺和样板。 2、刃磨梯 网页2019年6月28日 螺纹车刀的左右侧后角的大小关系到刀具强度和锋利性,并且,影响螺纹牙侧的表面粗糙度。因此:车刀左侧后角αOL=(3°~5°)+φ;车刀右侧后 梯形螺纹车刀角度的选择、刃磨和安装,一文全懂刀刃

梯形螺纹加工方法与刀具百度文库
网页梯形螺纹加工方法与刀具 ④用油石研磨去各刀刃的毛刺。 3、梯形螺纹刀具的选择 1)梯形螺纹车刀一般分为高速钢和硬质合金车刀两大类。 低速车削时一般选用高速钢车刀,而 网页2013年2月3日 5)梯形螺纹刀具的要求(1)刃磨两刃夹角时,应随时目测和用样板校核。 (2)径向前角不为零时,两刃的夹角应修正,其修正方法同三角螺纹车刀车刀修正方法 梯形螺纹加工方法与刀具 豆丁网

7种螺纹加工方法 干货 收藏! 知乎
网页2018年2月23日 1、螺纹切削 一般指用成形刀具或磨具在工件上加工螺纹的方法,主要有车削、铣削、攻丝套丝磨削、研磨和旋风切削等。 车削、铣削和磨削螺纹时,工件每转一转,机床的传动链保证车刀、铣刀或砂轮沿 网页2018年10月7日 1/3 分步阅读 这次我们假设为Tr20*4的螺纹选刀 先按照作者前一篇讲的参数计算方法获得一些需要的数据。 2/3 获得的参数如上图红框中所示,选择合适的切削 梯形螺纹怎么选车刀?百度经验

梯形螺纹的加工及问题处理百度文库
网页浅谈梯形螺纹加工及问题处理 内容摘要:主要阐述梯形螺纹车刀刃磨、加工方法、切削用量的选择、出现的问题及解决方法等。 关键词:梯形螺纹切削方法问题处置 在机器制造 网页2021年4月22日 大佬们加工这个梯形螺纹,使用的是成型的梯形螺纹到螺纹刀,计算出螺纹的主偏角与负偏角都是15度的,,但是零件加工检测出来后,结果却是不一样的,检测 大佬们加工这个梯形螺纹,使用的是成型的梯形螺纹到螺贤
梯形螺纹车刀角度的选择、刃磨和安装,一文全懂刀刃
网页2019年6月28日 螺纹车刀的左右侧后角的大小关系到刀具强度和锋利性,并且,影响螺纹牙侧的表面粗糙度。因此:车刀左侧后角αOL=(3°~5°)+φ;车刀右侧后角αOR=(3°~5°)-φ。 二、梯形车刀刃磨步骤 ①粗磨主副后面,刀尖角初步形成。 ②粗精磨前面形成前角。网页本文介绍几种实践中摸索出来的简单实用、效率高的梯形螺纹车削方法,可以提高生产效率,缩短加工时间,保证粗加工余量的快速去除和精加工余量的有效预留,从而达到高效、稳定地车削梯形螺纹。 2梯形螺纹的刃磨要求 (1)用样板校对刃磨两刀刃夹角 梯形螺纹加工常用的加工方法百度文库

梯形螺纹加工方法与刀具百度文库
网页梯形螺纹加工方法与刀具 ④用油石研磨去各刀刃的毛刺。 3、梯形螺纹刀具的选择 1)梯形螺纹车刀一般分为高速钢和硬质合金车刀两大类。 低速车削时一般选用高速钢车刀,而加工一般精度的梯形时可采用硬质合金车刀进行高速车削。 由于梯形螺纹的牙型 网页浅谈梯形螺纹加工及问题处理 内容摘要:主要阐述梯形螺纹车刀刃磨、加工方法、切削用量的选择、出现的问题及解决方法等。 关键词:梯形螺纹切削方法问题处置 在机器制造业中,由于梯形螺纹可用来传递动力,几乎所有的设备都有梯形螺纹,因此应用 梯形螺纹的加工及问题处理百度文库

梯形螺纹加工方法与刀具 豆丁网
网页2013年2月3日 5)梯形螺纹刀具的要求(1)刃磨两刃夹角时,应随时目测和用样板校核。 (2)径向前角不为零时,两刃的夹角应修正,其修正方法同三角螺纹车刀车刀修正方法相同(4)螺纹车刀磨好后,应用油石油去各切削刃上的毛刺,注意保持刃口锋利。 (5)刃磨高 网页2017年6月3日 梯形螺纹车刀如何磨 才好? 螺纹车削主要多动手,多跟老师傅学,这样才能进步的快。 螺纹是在圆柱或圆锥表面上,沿着螺旋线所形成的具有规定牙型的连续凸起。螺纹在各种机器中应用非常广泛,如在车床方刀架上用4个螺钉实现对车刀的装夹 纯干货!一个老车工总结的27条经验!
梯形螺纹百度文库
网页梯形螺纹 削。 高速钢梯形螺纹车刀,能车削出精度较高和表面粗糙度较小的螺纹,但生产效率较低。 ①车刀主切削刃必须与工件轴线等高(用弹性刀杆应高于轴线约02mm)同时应和工件轴线平行。 ②刀头的角平分线要垂直与工件的轴线。 用样板找正装夹 网页2011年6月22日 一、梯形螺纹车刀的刃磨要求1.高速钢右旋梯形螺纹粗车刀(以车Tr326-7h螺纹为例)。 下图为高速钢右旋梯形螺纹粗车刀,为了便于左右切削并留有精车余量,两侧切削刃之间的夹角应小于牙型角30,取29左右。 刀头宽度W(W=193),刀头宽度取15~17mm 梯形螺纹 豆丁网

大佬们加工这个梯形螺纹,使用的是成型的梯形螺纹到螺贤
网页2021年4月22日 大佬们加工这个梯形螺纹,使用的是成型的梯形螺纹到螺纹刀,计算出螺纹的主偏角与负偏角都是15度的,,但是零件加工检测出来后,结果却是不一样的,检测报告显示主偏角是11度,负偏角确实18度,投影仪的检测结果基本不会出现偏差的,那么为什么会出现这样的结果呢?网页2020年3月25日 3、磨刀 a、磨刀角度(重要! 重要! 重要! ) 与磨石的夹角 :一手持刀柄,一手按住刀头,持刀柄的手,把一根手指垫在刀背下方,基本上这就是我们厨刀常用的开刃角度,如下图。 (不同的厨刀有不同的角度,凌空切番茄的刀刃角度更小,但更容易卷 五分钟磨出锋利厨刀,史上最简单的磨刀教程 知乎

梯形螺纹车刀角度的选择、刃磨和安装,一文全懂刀刃
网页2019年6月28日 螺纹车刀的左右侧后角的大小关系到刀具强度和锋利性,并且,影响螺纹牙侧的表面粗糙度。因此:车刀左侧后角αOL=(3°~5°)+φ;车刀右侧后角αOR=(3°~5°)-φ。 二、梯形车刀刃磨步骤 ①粗磨主副后面,刀尖角初步形成。 ②粗精磨前面形成前角。网页梯形螺纹加工方法与刀具 ④用油石研磨去各刀刃的毛刺。 3、梯形螺纹刀具的选择 1)梯形螺纹车刀一般分为高速钢和硬质合金车刀两大类。 低速车削时一般选用高速钢车刀,而加工一般精度的梯形时可采用硬质合金车刀进行高速车削。 由于梯形螺纹的牙型 梯形螺纹加工方法与刀具百度文库

梯形螺纹的加工及问题处理百度文库
网页浅谈梯形螺纹加工及问题处理 内容摘要:主要阐述梯形螺纹车刀刃磨、加工方法、切削用量的选择、出现的问题及解决方法等。 关键词:梯形螺纹切削方法问题处置 在机器制造业中,由于梯形螺纹可用来传递动力,几乎所有的设备都有梯形螺纹,因此应用 网页梯形螺纹 削。 高速钢梯形螺纹车刀,能车削出精度较高和表面粗糙度较小的螺纹,但生产效率较低。 ①车刀主切削刃必须与工件轴线等高(用弹性刀杆应高于轴线约02mm)同时应和工件轴线平行。 ②刀头的角平分线要垂直与工件的轴线。 用样板找正装夹 梯形螺纹百度文库

纯干货!一个老车工总结的27条经验!
网页2017年6月3日 梯形螺纹车刀如何磨 才好? 螺纹车削主要多动手,多跟老师傅学,这样才能进步的快。 螺纹是在圆柱或圆锥表面上,沿着螺旋线所形成的具有规定牙型的连续凸起。螺纹在各种机器中应用非常广泛,如在车床方刀架上用4个螺钉实现对车刀的装夹 网页2021年12月19日 大类:螺纹切削 一般指用成形刀具或磨具在工件上加工螺纹的方法,主要有车削、铣削、攻丝套丝磨削、研磨和旋风切削等。 车削、铣削和磨削螺纹时,工件每转一转,机床的传动链保证车刀、铣刀或砂轮沿工件轴向准确而均匀地移动一个导程。 在 螺纹的八种加工方式汇总,做机加工必知 知乎

各种螺纹加工方法图解及螺纹计算方式传动
网页2019年12月22日 它用于传递动力、运动或位移,如丝杠和测微螺杆的螺纹等,其牙型多为梯形或锯齿形。 对于传动螺纹的主要要求是传动准确、可靠,螺牙接触良好及耐磨等。 车螺纹 螺纹加工方案及其选择 1 螺纹加工方法 螺纹常用的切削加工方法有车螺纹、铣螺纹、磨 网页2011年6月22日 一、梯形螺纹车刀的刃磨要求1.高速钢右旋梯形螺纹粗车刀(以车Tr326-7h螺纹为例)。 下图为高速钢右旋梯形螺纹粗车刀,为了便于左右切削并留有精车余量,两侧切削刃之间的夹角应小于牙型角30,取29左右。 刀头宽度W(W=193),刀头宽度取15~17mm 梯形螺纹 豆丁网

大佬们加工这个梯形螺纹,使用的是成型的梯形螺纹到螺贤
网页2021年4月22日 大佬们加工这个梯形螺纹,使用的是成型的梯形螺纹到螺纹刀,计算出螺纹的主偏角与负偏角都是15度的,,但是零件加工检测出来后,结果却是不一样的,检测报告显示主偏角是11度,负偏角确实18度,投影仪的检测结果基本不会出现偏差的,那么为什么会出现这样的结果呢?网页2022年11月26日 一起进步,相关视频:数控车宏程序教程21 精讲梯形螺纹的粗精加工宏程序,宏程序循环车外圆,数控车床中,切刀加工梯形螺纹的宏程序编辑方法! ,数控车宏程序53 3mm带圆角槽刀车削牙顶带R1圆角的梯形螺纹怎么编程?梯形螺纹Tr36×6的宏程序编程,当切刀小于槽低宽时,怎么
遵化反击破碎机
2023-12-24尼尔森重选磨粉机设备
2023-03-16四川哪里有矿山选场
2021-09-06砂浆评定新标准
2023-01-16生物质燃烧密封自动振动给料机磨粉机设备
2023-05-29石料场加工费
2022-06-21采石业税率
2023-06-10桂林破碎机厂磨粉机设备
2020-08-24移动破碎站用于石灰石破碎机
2021-11-23万山细碎机
2020-04-05磨粉机的网络营销
2020-04-11pe150250石子破碎机多少钱一台
2021-11-29500吨金矿浮选选矿厂投资预
2022-06-26云南直通式离心磨粉机销售云南直通式离心磨粉机销售云南直通式离心磨粉机销售
2023-12-14办石场需要办什么证件
2021-05-18粉煤灰渣磨成粉的设备
2023-01-02洗砂手续办理
2020-02-10肇庆破碎机
2021-08-31鄂破细破制砂
2021-10-01粉煤灰什么厂比较多
2024-03-25全球的矿山机械设备生产厂家全球的矿山机械设备生产厂家全球的矿山机械设备生产厂家
2024-02-01选粉机导向叶片的调节对
2022-12-13道砟旋回式破碎机工作原理
2023-07-17土壤粉碎机原理
2021-07-13石场爆破
2020-08-29机制砂需要测含泥量吗
2020-08-13破碎筛分设备制造商磨粉机设备
2021-10-09进口矿渣立磨
2020-09-15河道采砂权转让协议
2023-04-22大型破碎机在那里可以购买大型破碎机在那里可以购买大型破碎机在那里可以购买
2020-06-13