

细粉加工设备(20-400目)
我公司自主研发的MTW欧版磨、LM立式磨等细粉加工设备,拥有多项国家专利,能够将石灰石、方解石、碳酸钙、重晶石、石膏、膨润土等物料研磨至20-400目,是您在电厂脱硫、煤粉制备、重钙加工等工业制粉领域的得力助手。






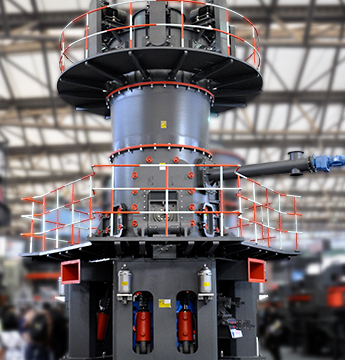
超细粉加工设备(400-3250目)
LUM超细立磨、MW环辊微粉磨吸收现代工业磨粉技术,专注于400-3250目范围内超细粉磨加工,细度可调可控,突破超细粉加工产能瓶颈,是超细粉加工领域粉磨装备的良好选择。

粗粉加工设备(0-3MM)
兼具磨粉机和破碎机性能优势,产量高、破碎比大、成品率高,在粗粉加工方面成绩斐然。

一次装夹能磨削零件内孔
 2022-04-27T02:04:22+00:00
2022-04-27T02:04:22+00:00

工件的定位与定位基准的选择 知乎
网页2020年9月25日 如上例中,当工件的内孔和定位端面是在一次装夹 下加工出来的,具有好的垂直度,而夹具的心轴和凸台也具有很好的垂直度,即使二者仍有很小的垂直度偏差, 网页2020年10月17日 关于磨削加工,最重要的20个重点问题答疑 1、什么是磨削加工? 试举出几种磨削加工形式。 答:磨削加工是借助磨具的切削作用,除去工件表面的多余层, 关于磨削加工,最重要的20个重点问题答疑 知乎

CIMT2023展品综述|磨削类机床(下)资讯超硬材料网
网页2023年3月9日 工件一次装夹能磨削内孔、外圆、端面、内外圆沟槽等,主要适用于精密盘类、环类、套类、回转支承等零部件精密磨削加工。 北平机床(浙江)股份有限公 网页用这种装夹方法,工件的装 夹过程简单方便,但在1次装夹中,只能磨削工件 上的一部分表面。 3)用电磁吸盘装夹如图428所示,用螺钉和垫 柱将电磁吸盘安装在圆盘上,工件在 第4章成形磨削夹具 百度文库

MKW28160立式磨床无锡市明鑫机床有限公司
网页2018年5月15日 ★MKW28160为四轴联动立式数控*磨床,控制系统采用西门子840D,一次装夹能磨削零件内孔、外圆、锥面、滚道、端面、多阶孔及各种特殊型面。 ★机床采用 网页2017年3月20日 一、内圆磨床磨削较短工件时,工件的装夹方法: 1 工件端面与内孔对夹外圆没有位置精度要求,或内孔磨好后在磨外圆。 内圆磨床在磨削这种工件时可以不用 内圆磨床工件的两种装夹方法机床商务网 jc35

MKW28100立式磨床无锡市明鑫机床有限公司 jc35
网页2018年5月15日 ★MKW28100为四轴联动立式数控*磨床,控制系统采用西门子840D,一次装夹能磨削零件内孔、外圆、锥面、端面、多阶孔及各种特殊型面。 ★机床采用双磨头 网页1 天前 21、工艺顺序按排有哪些原则? { 1先加工基准面,再加工其他表面;2一半情况下,先加工表面,后加工孔;3先加工主要表面,后加工次要表面;4先安排粗加工工序, 机加工工艺基础全集! 知乎

[机械/仪表]成形磨削 豆丁网
网页2012年7月26日 [机械/仪表]成形磨削第8讲 成形磨削 (正弦分中夹具、万能夹具 ) 正弦分中夹具、教学目标:掌握正弦分中夹具的装夹方法和磨削工 教学目标: 艺;掌握万能夹 网页2020年5月19日 采用两顶尖装夹加工轴类零件时具有如下的优点: 1便于加工的进行,保证工件有足够的刚度,防止加工时工件的变形。 2装夹工件方便,不需找正,定位精度高。 3加工轴的各个外表面时,用顶尖作为定位基准,使基准统一,各个外圆面的同心度变高,跳 顶尖装夹—解决轴类加工难题 知乎

工件的定位与定位基准的选择 知乎
网页2020年9月25日 如上例中,当工件的内孔和定位端面是在一次装夹 下加工出来的,具有好的垂直度,而夹具的心轴和凸台也具有很好的垂直度,即使二者仍有很小的垂直度偏差,但可由心轴和内孔之间的配合间隙来补偿。因此,尽管心轴和凸台重复限制了XY自由 网页2017年3月20日 一、内圆磨床磨削较短工件时,工件的装夹方法: 1 工件端面与内孔对夹外圆没有位置精度要求,或内孔磨好后在磨外圆。 内圆磨床在磨削这种工件时可以不用百分表找正,直接装夹即可。 2 工件端面与内孔对夹持外圆有位置精度要求时,要采用百分表找 内圆磨床工件的两种装夹方法机床商务网 jc35

在M1432A型外圆磨床上磨削工件,装夹方法有哪几种?
网页2009年10月25日 M1432A外圆磨床上磨削工作,装夹的方法有: 三爪上活磨削内、外圆和锥度。 2鸡心夹头加顶尖上活磨外圆和端面(包括锥度)。 3鸡心夹头加顶尖和中心架上活磨细长杆外圆和端面。 4鸡心夹头加专用托架(夹具)上活磨内孔和端面(包括锥度)。网页2019年2月9日 首件校正工装内孔及外端面后即可磨削内孔。如图 10、图 11 所示。 图 10 零件装夹模拟 图 11 零件装夹实物 上述两种工装设计思路,解决了零件的装夹和定位问题;首件 1 次校正,缩短了其装夹及校正时间,提高了效率;工装重复使用,1 次投入长期受 磨削回转薄壁类零件的工装设计搜狐汽车搜狐网

薄壁零件加工装夹方法及车削加工技巧 豆丁网
网页2014年10月6日 精车内孔装夹方法:1mm间隙,用螺栓、压板压紧工件的端面,压紧力要均匀,找正后即可车削内孔及端面。 精车外圆时装夹方法:将三点接触式压板通过螺栓适当压紧,即可车削外圆。 以上两种夹紧方法,由于用力均为轴向,工件不易变形。 小外应力的方法 网页2018年9月21日 内圆磨削时,由于砂轮直径小,磨削速度常常低于30m/s。 3)平面磨削:平面磨削主要在平面磨床上进行,用以磨削平面、沟槽等。 平面磨削有两种:用砂轮外圆表面磨削的称为周边磨削,一般在卧轴平面磨床上进行,如用成形砂轮也可加工各种成形面;用砂轮端面磨削的称为端面磨削,一般在立轴平面磨床上进行。进阶篇:341)机械加工件不同制造工艺详解和对应设备

车刀刃磨装置的结构设计毕业论文设计 豆丁网
网页2020年3月6日 在国外,对立车刀及其他复杂刀具磨削工艺和数控工具磨床的研究开发早,现了一次装件自动完成刀刃的全部磨削。 有的数控工具磨还实现了自动上工件(被磨刀具)、自动磨削、自动修整砂轮、自动补偿、自动工件的全过程自动化。数控工具磨床 网页2018年3月10日 成组夹具设计与专用夹具的设计方法相似,但具有一定的针对性,是为加工某些几何形状相似,工艺过程和定位夹紧相似的零件而设计的。设计时仍然需要选择合理的定位基准、定位零件:选择合适的夹紧力、夹紧零件:设计好合理的基本件。成组夹具的设计与应用加工工艺机电之家网加工工艺栏目

龙门刨铣床提高了工件的加工质量和生产效率机床运动导轨
网页2022年7月7日 龙门刨铣床可粗加工和精加工刨削、铣削各种大中型零件的水平面、垂直面、倾斜面、T形槽及各种平面组合的轨道面(如V形、燕尾形导轨面等)。 根据用户的使用要求,龙门刨铣床还可以配备周边磨头和端面磨头,对被加工的零件进行磨削加工,具有一机多 网页1 天前 21、工艺顺序按排有哪些原则? { 1先加工基准面,再加工其他表面;2一半情况下,先加工表面,后加工孔;3先加工主要表面,后加工次要表面;4先安排粗加工工序,后安排精加工工序 } 22、如何划分加工阶段? 划分加工阶段有哪些好处? { 加工阶段划分 机加工工艺基础全集! 知乎

薄壁零件加工装夹方法及车削加工技巧 豆丁网
网页2014年10月6日 精车内孔装夹方法:1mm间隙,用螺栓、压板压紧工件的端面,压紧力要均匀,找正后即可车削内孔及端面。 精车外圆时装夹方法:将三点接触式压板通过螺栓适当压紧,即可车削外圆。 以上两种夹紧方法,由于用力均为轴向,工件不易变形。 小外应力的方法 网页2014年11月10日 所以, 本次设计的任务就是设计以节圆定位方式磨削齿轮内孔的弧线夹具。 毕业论文(设计) 2对零件进行工艺分析 对零件的工艺分析,本章主要是从夹具的作用和它的一些主要技术条件进行 分析。 21 夹具的作用 夹具的作用有许多概括起来大概有以下四 齿轮内孔磨削夹具的设计 豆丁网

[机械/仪表]成形磨削 豆丁网
网页2012年7月26日 [机械/仪表]成形磨削第8讲 成形磨削 (正弦分中夹具、万能夹具 ) 正弦分中夹具、教学目标:掌握正弦分中夹具的装夹方法和磨削工 教学目标: 艺;掌握万能夹具的装夹方法和磨削工艺 。 知识点:正弦分中夹具的适用范围; 知识点:正弦分中夹具的适用范围;万能夹具的组 成及适用范围;磨削 网页f四、数控加工工艺路线 1工序的划分 (1)以一次安装、加工作为一道工序 这种方法适合于加工 内容较少的工件,加工完毕后即达到待检状态。 (2)以同一把刀具加工的内容划分工序 粗加工时,为提高刀刃强度,应尽可能选取大刀尖半径的 刀片,大刀尖 数控加工工艺全套课件 百度文库

轴套类零件怎么就变形了???加工
网页2018年9月3日 考虑到解算器座零件精度要求高,工艺要求在高精度车削中心上一次装夹完成其外圆、内孔和台阶的加工,以保证其同轴度、圆度要求。 零件加工完后,在三坐标测量仪上检测,孔变形量达005~015mm。在采取了粗、精加工分开,中间安排时效 网页题目7:尺寸链按功能分为设计尺寸链和( )。: 封闭尺寸链; 工艺尺寸链; 零件尺寸链; 装配尺寸链 题目8:下列关于尺寸链叙述正确的是( )。: 由相互联系的尺寸按顺序排列的链环; 一个尺寸链可以有一个以上封闭环; 在极值算法中,封闭环公差大于任一组成环公差; 分析尺寸链时,与尺寸链中的 国家开放大学电大《数控加工工艺》形成性考核及参考百度文库

机械类的实习报告14篇
网页2023年2月10日 加工中心是一种综合加工能力较强的设备,工件一次装夹后能完成较多的加工步骤,加工精度较高,就中等加工难度的批量工件,其效率 是普通设备的5~10倍,特别是它能完成许多普通设备不能完成的加工。加工中心对形状较复杂,精度要求高的 网页2023年4月21日 刀塔型斜床身数控车床 :轴类零件的外圆、端面、内孔、精加工一夹一顶一次完成工序。五、广州市佳速精密机械有限公司 N1馆1233 双交换台加工中心(V645) :全动柱结构,加工与装夹区域分开,可实现不停机装夹。适用于产品数量大,装夹耗时的零配件2023机床展CWMTE2023展品综述 军工领域应用设备(一)

机械制造工艺学(第1次) 豆丁网
网页2022年4月17日 次作业<机械制造工艺学>一、单项选择题(本大题共4020小题,每小题圆柱形铣刀C锯片铣刀D.三面刃铣刀2切削加工时,对表面粗糙度影响最大的因素是(刀具材料B进给量C.切削深工件材料3单件小批生产一般采用()装配组织形式。
74c型打沙机价格
2021-09-20每小时产90T反击式粗破机
2022-06-20砖窑厂粉碎车间生产责任制内容
2023-01-29武汉洛克粉磨机设备制造有限公司
2020-12-06德系破碎锤有几个牌子
2022-12-19挖掘机柱子破碎机器
2020-02-28工业石质磨粉机
2022-08-26制砂用机器
2023-04-19级配碎石压实系数0 97
2022-05-22枣庄石子破碎机
2021-08-04白云石粉制作
2021-09-09破碎振输机工作原理破碎振输机工作原理破碎振输机工作原理
2022-12-21酸性矿渣如何提何提高活性
2022-02-26250双辊破碎机
2023-12-11从石角碎成12石子成本怎么算
2022-06-13瓜子米是指多大的碎石
2022-07-11破碎机的围板
2024-02-03上海叶拓XPC100x60鄂式破碎机磨粉机设备
2022-04-18破碎球磨系统破碎球磨系统破碎球磨系统
2020-05-31磷酸盐行业设备概况磨粉机设备
2022-02-09φ32×13米的水泥磨产能多少
2021-10-16哪里有做石膏线的机器
2023-03-12切割水泥和钢筋有什么器具
2024-06-032012年石灰价格磨粉机设备
2023-01-21石料加工需要前置许可吗?
2022-09-24自动整形机保养作业指导书
2022-02-05中碎mtw138欧版磨
2021-07-04冲击式破碎机性能
2022-03-11细粉研磨机
2024-01-26建筑垃圾回收再利用公司
2020-12-15